SERVICES
Service
【Live】The application of ceramic 3D printers in scientific research, aerospace, cultural creativity, and medical fields.
【Live】Applications of Ceramic 3D Printers in Scientific Research, Aerospace, Cultural Creativity, and Medical Fields
On May 20, 2020, at 2 PM, Beijing Shiwai Technology, in collaboration with Antarctic Bear, held an online live broadcast themed "Ceramic 3D Printing Technology and Case Sharing." The main speaker of this live broadcast was Wan Li, CEO and co-founder of Beijing Shiwai Technology.
△Video: Ceramic 3D Printing Live Broadcast
In addition, the full version of the live broadcast is now available for replay. You can watch the video replay by scanning the QR code below with WeChat.

Shiwai Technology was established in 2014 and began researching ceramic 3D printing technology in 2012. The core technical team comes from Tsinghua University. In 2016, they released the AUTOCERA light-curing ceramic 3D printer, and in 2018, they launched various ceramic 3D printing materials. In 2019, they completed the production verification of ceramic cores for turbine engine blades, and in 2020, they released the new generation AUTOCERA-L large-size model and are in the process of establishing a demonstration factory.
Currently, Shiwai Technology has established partnerships with several universities and research institutions, such as Tsinghua University, the Chinese Academy of Sciences, and Beijing Institute of Technology, with nearly 20 units of equipment installed. Additionally, small batch production of ceramic cores for turbine blades has been achieved in the aerospace field, and mass production and delivery have been realized in the cultural and creative product sector.
The main content of this live broadcast focused on several aspects. In addition to the PPT explanation, Wan Li also led the audience to tour the 3D printed physical objects and the AUTOCERA ceramic 3D printer in the Shiwai Technology exhibition hall through the camera.
First, regarding the range of product applications, Shiwai Technology's AUTOCERA ceramic 3D printer has a strong adaptability to ceramic materials. The printing parameters are completely open, allowing users to adjust parameters according to their printing needs, enabling the machine to adapt to the materials rather than the materials adapting to the machine. This is very valuable for research teams engaged in ceramic material research.

In addition, using AUTOCERA for ceramic material research requires very little material to start work; 5ml is sufficient to determine printing parameters, and 20ml can execute a printing task. Users do not need to prepare large amounts of ceramic slurry for experiments, thus avoiding waste of raw materials and time.

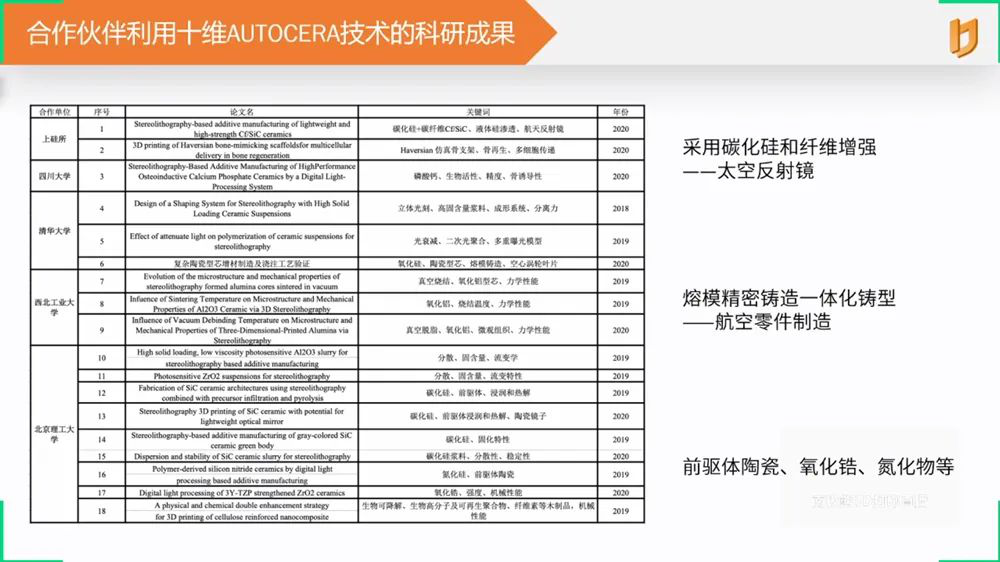
Ceramic 3D printing is a relatively new research field, and the universities and research institutions collaborating with Shiwai Technology have achieved good results in scientific research, publishing more than 20 related research papers. The research topics mainly revolve around "Using Silicon Carbide and Fiber Reinforcement - Space Reflectors," "Integrated Mold for Precision Casting - Aerospace Parts Manufacturing," and "Precursor Ceramics, Zirconia, Nitrides, etc."
Among them, the paper "3D Printing Haversian Structure Bone Scaffolds for Multicellular Delivery in Bone Regeneration," co-authored with Professor Wu Chengtie’s team from the Shanghai Institute of Ceramics, Chinese Academy of Sciences, was published in the journal Science Advances.

In addition to being popular in the aforementioned research fields, Shiwai Technology has also made achievements in the aerospace field.
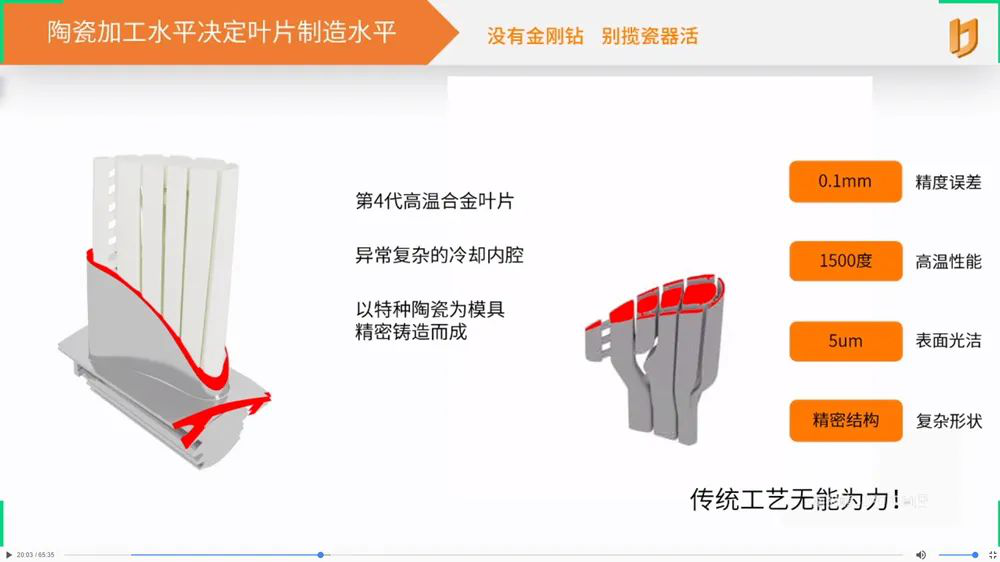
As we all know, the turbine blades of aircraft engines are one of the most critical components and also one of the most difficult parts to manufacture. During operation, they need to withstand high temperatures of 1700°C, a thrust of 1500kg, and speeds of up to 20,000 RPM. To cope with such harsh working conditions, complex cooling structures need to be designed inside the turbine blades, which requires special ceramics to be used as molds for precision casting.
After thousands of experimental studies, Shiwai Technology finally manufactured ceramic cores that meet the casting requirements for blades, shortening the development cycle of the blades by 80%, significantly reducing trial and error costs, and increasing the iteration speed by more than 10 times.
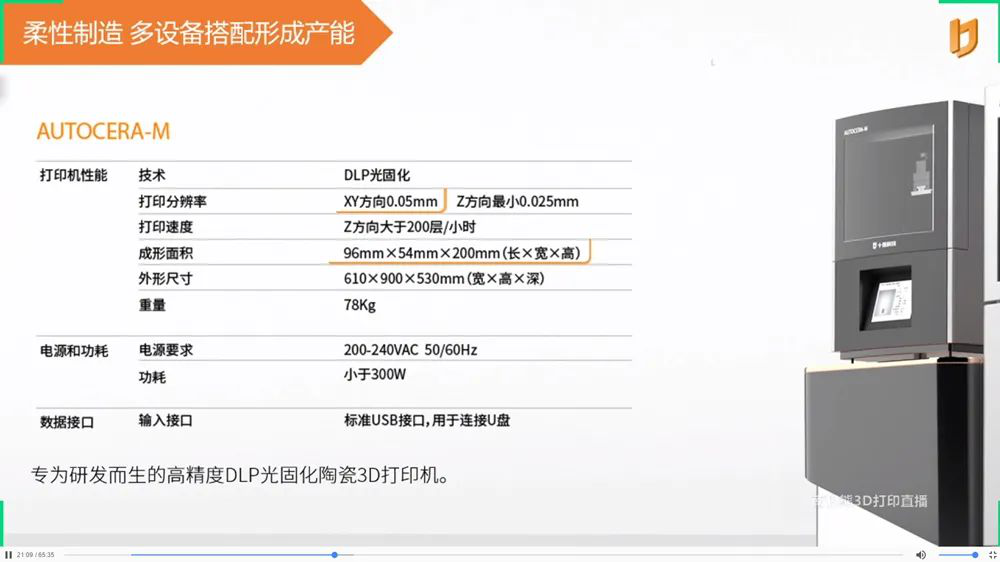
In terms of equipment, Shiwai Technology currently offers three models of the AUTOCERA ceramic 3D printer: AUTOCERA-M, AUTOCERA-L, and AUTOCERA-X. The three models have different forming sizes, precision, and other parameters. Additionally, unlike many other equipment manufacturers, Shiwai Technology has also launched a user-friendly trial cooperation plan, allowing customers to bring their material samples to the company for a free one-week trial, witnessing and operating the ceramic 3D printer firsthand. If the procurement process is complicated, the AUTOCERA ceramic 3D printing equipment can be used long-term through leasing.
 、
、
During the live broadcast, many viewers raised questions of interest, such as wanting to learn more about the article published in Science Advances. Therefore, Wan Li provided further introductions to the papers co-authored with the Chinese Academy of Sciences, Beijing Institute of Technology, Tsinghua University, and Sichuan University. For detailed content, please scan the QR code to watch the live replay.
In addition, Wan Li also showcased the turbine engine blades precisely cast using the ceramic cores 3D printed by Shiwai Technology, as well as the exhibits displayed in the exhibition hall, including 3D printed ceramic ornaments developed in collaboration with Jizhi Shengfang, biocompatible ceramic skull patches for medical implants, and dental whitening restorations.
Finally, Wan Li led the audience to observe the actual use process of the AUTOCERA machine.
During the live broadcast, the audience actively participated in the interaction. Shiwai Technology selected 10 lucky viewers to receive exquisite 3D printed ceramic gifts.

The list of winners is as follows. Please contact the Antarctic Bear WeChat public account to claim your prize.
@Shan Fei Gu Wu
@Feng Fan
@Devil Host
@Camille
@PKU Lao Feng
@Xue Lei Qi
@Zehui
@Amisol
@Hana
@Buddhist Research Expert
Below are some Q&A from this live broadcast.
Linkin Xu: What is the solid content of the ceramic slurry?
It varies by material; alumina can reach over 63 vol%.
Shan Fei Gu Wu: How long does the sintering process take?
The fastest can complete de-binding and sintering in 9 hours, and the time will be extended appropriately based on the size of the green body. Generally, it can be completed within 48 hours.
Linkin Xu: What is the shrinkage rate during sintering? What is the surface roughness and tolerance of the printed parts?
The linear shrinkage rate is about 6%, overall tolerance within 0.1mm, and average tolerance is 0.05mm.
What slurry materials are currently available for ceramics?
Silica and dense alumina.Jade porcelain materials.As well as biomaterials, etc.
What is the maximum size of the printed parts?
136*76*200mm.
What printing process does this equipment belong to?
DLP light curing printing resin and ceramic powder, followed by debinding and sintering.
Do the printing materials need to be mixed by ourselves?
We provide commercial slurries and also support user collaboration in developing slurries.
How is the printing speed?
200 layers per hour.
What is the current full process cycle time?
Roughness around 8um, can produce finished products within 3 days after receiving the digital model.
Can zirconia for dentures be printed?
Yes, it is feasible, and dental products are currently in production.
How is the printing precision?
XY direction resolution is 50um, height direction accuracy is 25um.
How to color the printed models later?
We can print colored ceramics without the need for post-coloring.
Can body bones be printed? For example, hands, legs, has there been clinical validation on humans? Are there any side effects or cases of triggering other underlying diseases?
Yes, hydroxyapatite and TCP have collaborated with major universities for animal implantation.
What material is used for the colored pigments?
There are traditional daily-use porcelain and jade porcelain.
If printing in color, what file formats are supported? How is the chemical resistance of the finished product? Does it have the same properties as ceramics on the market?
Models use STL format, and the printed product has the same quality as daily-use porcelain.
What is the sintering shrinkage rate? How is the controllability and yield rate?
Linear shrinkage rate is about 6%, with a finished product accuracy of within 0.1mm and a yield rate of over 80%.
How should high-end manufacturing design intellectual property barriers be avoided? Especially in cases involving cross-border industrial product intellectual property disputes, such as the recent shortage of ventilator mold supplies in Spain leading to disputes over 3D printing replacements.
We have a complete set of intellectual property from slurry to software and machinery; this is a legal issue. Please refer to '3D Printing Technology and Law, Discussion on 3D Printing Copyright Issues.'https://www.nanjixiong.com/thread-124631-1-1.html
How is the cytotoxicity of ceramics in in vivo experiments?
Our partners have conducted implantation experiments in biological bodies and published articles in Science Advances. Specific results can be sent to you via WeChat. 13911524778.
How is the printing layer thickness controlled?
Layer thickness can be controlled at 10um.
Does this printing have a strong odor? Is it toxic? Is protection needed?
There is no odor, and the slurry does not require special protection.
Is the waiting height of the forming platform fixed? Can't it be adjusted in real-time? At the beginning, there isn't much model height, and waiting too high wastes time.
The higher initial lift height is optimized for checking whether the green body is firmly bonded to the forming platform. Subsequent lift heights use the shortest path design.
What is the minimum wall thickness and porosity for debinding and sintering of micro-porous structures without cracking?
It depends on the specific structure. Generally, it can reach 0.15mm.
What is the difference between SLA and DLP?
SLA usually refers to laser scanning, while DLP is area exposure.
Is the waiting height of the forming platform fixed? Can't it be adjusted in real-time? At the beginning, there isn't much model height, and waiting too high wastes time.
The height of the first layer is independent, making it easier to observe the printing effect. The heights of subsequent layers are lower to ensure efficiency.
Headquarter: Beijing Ten Dimensions Technology Co., Ltd.
Printing Service Factory: Ten Dimensions (Guangdong) Technology Co., Ltd.
E-mail: inquiry@10dim.com

Ten Dimensions Technology. All rights reserved